In the manufacture of wire and cable, the conductor is the core part, which has a crucial impact on the performance of the cable. Conductors are generally available in solid and stranded forms.
The metal part of the conductor is a conductor wire or conductor strand made of high-purity electrolytic copper or electrolytic aluminum. Today Mentors will introduce to you the drawing and annealing parts of producing conductor wire.
1. Wire Drawing
1.1 Wire Drawing: Under the action of a certain pulling force, the metal rod passes through a series of die holes with gradually smaller diameters, resulting in a plastic deformation process in which the cross section becomes smaller and the length increases. To put it simply, wire drawing is the stretching of the length of the metal wire under the same volume.
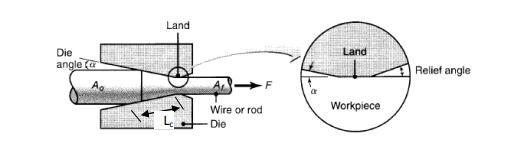
1.2 The die that realizes metal deformation during wire drawing is called the wire die or wire drawing die.
1.3 The four working areas of the wire drawing die and their functions
1.3.1 Lubrication area: The lubricant stays here and is brought into the work area.
1.3.2 Working area: The metal is deformed here, with the diameter reduced and the length increased.
1.3.3 Sizing area: Make sure that the size of the drawn wire is accurate and the shape meets the requirements. The mold should have a certain lifespan to prevent it from wearing out quickly and causing the diameter to exceed the tolerance.
1.3.4 Outlet area: Do not scratch the wire coming out of the sizing area. At the same time, it prevents the wire drawing machine from being reversed and causing wire breakage when it is stopped.
1.4 Requirements that wire drawing dies should meet
1.4.1 The size, shape, mechanical properties, and surface quality of the drawn wire must meet the standard requirements.
1.4.2 The amount of deformation in each pass should be as large as possible to make full use of metal plasticity and improve production efficiency.
1.4.3 If wire breakage or thinning does not occur, a sufficient safety factor is ensured.
1.5 The function and temperature (concentration) control of drawing oil
1.5.1 The main function of drawing oil is to lubricate and cool the metal wire and the mold during the drawing process; and at the same time, take away the metal powder produced during the compression deformation process of the metal wire. It plays a role in improving the surface quality of metal wires and extending the service life of the dies.
1.5.2 Temperature control of drawing oil: The optimal working temperature for aluminum drawing is 40~50℃ and the maximum temperature does not exceed 60℃; for copper drawing, it is <40℃.
1.5.3 Copper soap solution concentration: 3~8%, pH value 7.5~8.5
1.5.4 Copper drawing cooling water concentration: 0.5~1%, the outlet water temperature is not greater than 55℃, and the inlet water temperature is not greater than 33℃.
1.5.5 Copper drawing oil is made from low-viscosity mineral oil as base oil and a variety of additives. Its main ingredients are natural oil amide soaps, synthetic esters, surfactants, anti-rust agents, antioxidants, anti-mildew preservatives, and other additives.
1.6 The difference between copper and aluminum drawing oil
When copper wire drawing oil is actually used for wire drawing, a certain proportion of water is added to the raw liquid of the wire drawing oil for modulation, and its concentration should comply with the process regulations. The moisture in aluminum drawing oil is strictly controlled, and the moisture content in aluminum drawing oil should be less than 0.2%.
2. Annealing
2.1 Purpose of annealing:
2.1.1 Return the plasticity hardened by cold work to the level before cold working so that processing can continue.
2.1.2 In order to restore the finished wire drawing to its mechanical and electrical properties before wire drawing, anneal the finished product.
2.1.3 In order to obtain high-strength wires, aluminum-magnesium-silicon alloy wires must be quenched and aged.
2.1.4 For finished aluminum wires, using appropriate processes, semi-rigid wires with properties between hard wires and soft wires can be obtained.
2.1.5 For copper wires, annealing is performed after the twisting and stranding are completed to eliminate the internal stress due to the twisting and stranding of single wires and make the finished product soft and applicable.
2.1.6 For alloy products that are used in places with higher temperatures or whose conductors themselves generate heat during use, they must be annealed in advance to avoid changes in electrical properties during use. This annealing temperature is slightly higher than the use temperature, and the annealing time is shorter.
2.2 Basic principles of annealing
After the metal is plastically deformed by cold working, the internal grains are fragmented, the lattice distortion and the residual internal stress exist, so it is unstable. It has a spontaneous tendency to change toward a stable state. But at room temperature, the diffusion ability of atoms is very weak, making it difficult to change. Therefore, by heating the deformed metal, we increase the kinetic energy of the atoms, causing them to change and restore the metal to the level before cold working in the shortest time.
2.3 Basic process of annealing
2.3.1 Reply phase
2.3.2 Recrystallization
2.3.3 Grain growth stage after recrystallization
Since the surface oxide of copper is relatively loose, it can be continuously oxidized. Therefore, “bright” annealing must be used when annealing copper wire, that is, it must be heated and annealed in an oxygen-free vacuum, or in an environment filled with inert gas.
The above is the introduction to wire drawing and annealing. Mentors is a professional wire and cable machine manufacturer. Welcome to inquiry.
NOTE: All rights reserved, Reprinting is prohibited without permission.